������Ϊ��һ���ӿ��ƶ��˹����ܺ�����ҵ���ںϷ�չ���ڵ������������ܴ��ﱸ�ڼ䣬�������ܴ����ί���״����й���һ���˹����ܷ�չս���о�Ժ����������ܿƼ���ҵר����ѯίԱ�������չ“WIC���ܿƼ�����Ӧ�����㰸��”��ѡ���
������ѡ����“��������”����Χ�ƹؼ����������Ļ������������ܻ�װ��������������ܻ�������ϵͳ�����ֻ��������䣩������������ȫ��������186������������ȫ��21��ʡ��ֱϽ�У����ֲ���27����ҵ����ѡ���ѭ��ƽ���������ۡ�Ȩ����ԭ����30λ���ܿƼ���������֪��ר���������ίԱ�ᣬ�Ӵ����ԺͶ����ԡ�Ӧ�ü�ֵ��ʵЧ�ԡ�ʵʩ�Ѷ��븴���ԡ��г�Ӱ�����ƹ��Ե�ά�ȶ��걨������������������ѡ��10�����㰸�������ǽ���δ��һ��ʱ��ͨ������������ƽ̨½��չ�����㰸�����ƶ�����Ӧ�ð������ƹ���ռ�����һ�������˹����ܺ�ʵ�徭�õ�����ںϡ�
01���ڰ�������
����Ϊ��Ҵ���ʮ�����㰸��֮һ������������ܻ�������ϵͳ�����ֻ�����/���䣩������ѡ����——���ڹ�ҵ��������ʶ������ȫ�������ڸ߶����ܳ�������ϵͳ�����ļ����ؼ���Ϊ���ֻ������ܻ���ȫ�������ڹ����Լ���ҵ�����������ڵ��ʶ������
��������һ�Ҿ���60������ʷ���������ջ��ز�Ʒ�������㲿���ľ���������ҵ������ԭ���ϺͲ�ƷƷ��࣬�ڲ��ϵļ�ѡ�����ࡢ���˺ķ��˴���������������
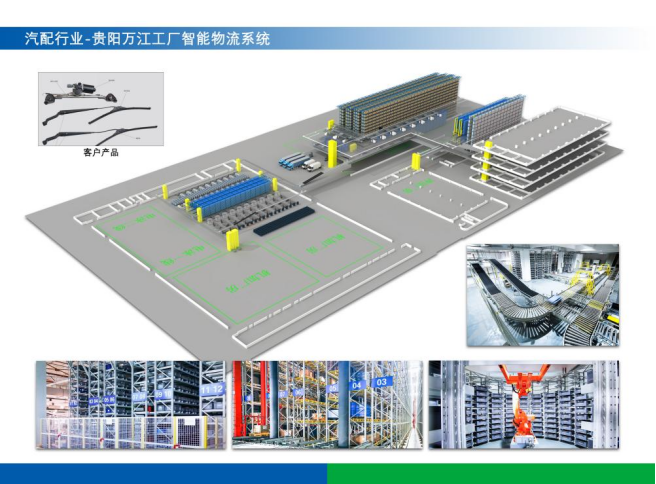
ͼ������������������ϵͳ
��ɽͬ��Ϊ����ơ�ʵʩ�˰����³�����;ɳ��������ڵ����ִܲ�����ϵͳ����ϵͳ������������ҵ�����ݼ�����ͨ��������������ߡ����ܻ������ܻ��ܡ��ּ������ߡ���¥����ݡ��Զ���������AGV��������������TRX����ƽ̨����ҵ��������ʶ������ϵ����ʵ�ֳ����볧��֮�䡢����������֮�䡢�������豸֮�������㼶������������ȷ���ں��ʵ�ʱ�䣬ͨ�����ʵ�װ���������ʵ������͵����ʵ�λ�ã��ﵽ��Ϣ������������������������ںϣ��ﵽ����“��֪”����“����”��Ч“ִ��”������ʵ�ּ������������������¡�
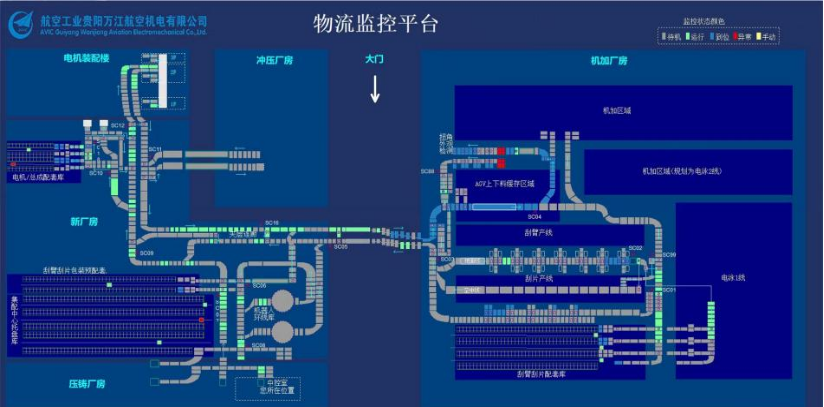
ͼ��������ҵ������Զ�̼��ƽ̨
ϵͳ��Ӧ��ǿ���ر��ʺϷ�����������������ԡ��ߡ������㲿������������ҵ������������̸��١�����������ϸ����������ʵʵ���ڵ�����������ؿ�����Ӧ��ϵͳ��
02���ڰ������
һ��������ҵ��չ�����������������Ŀ��
�ڹ����ƶ�“�������������ݡ��˹����ܺ�ʵ�徭������ںϣ��ӿ�Ƽ����£���������ǿ���������й����ǻ����”�Ĵ��������£�������ʱ������չ���־��ã�����ʵ�徭���봫ͳ��ҵ���ֻ�ת�ͳ�Ϊ�µ���ʷʹ����ʱ����������������ԭ����Ʒ��࣬���ڻ�Ʒ���ڷ���ࡢ�˹���ѡЧ�ʵͣ����桢�����������ӵ��ص㣬�ֿ�˵Ĵֹ���ʱ�䶼�ķ����һ�������ϣ���ʱ������
2019�������ƽ�����������Ϊץ�ֵij������ܻ������ֻ����졣����Ŀ������Ϊ��˾��߹���ˮƽ����ִ߲���������ҵЧ�ʣ���ֿ߲��������������������ҵ�����ʣ�����������ҵ���ڣ�����������ҵ�ɱ�����δ���г������г��ڱ�����Խ�ľ�������
�����˷������ѵ㣬��سɹ���˶
��ɽͬ�ս����TRX���������ܿ�ϵͳ�Ŀ����������⣺һ���棬TRX-WCSȫ��ʵ�ִ����ݲɼ����洢�����������ݵ�չʾ�ͷ�������������Ϣ��һ�廯ƽ̨;��ʵʱ��Ϊ���ģ����Թ���С�����ٵ㣬�����ļ��ϵͳ��Զ��ʵʱ�鿴�豸������״̬���������й���ʱ���ڼ��վԶ�̶ԶѶ�������ͻ������ֶ����ƣ���һ���棬��ERPϵͳ��ӿڣ�ʵ�ֲ��ż���Ϣ������Ϊ��ѧ�����ṩ����֧�š����ù�ҵ������ƽ̨������ڵ�Խӣ���ͨ��Ӧ�������Σ�ʵ��Эͬ���죬�ṩ��Ʒ���ڹ��������ܹ�Ӧ�������ִܲ����߶�װ��Ԥ����ά�ȵȷ���
��Թ����ij����ص�Ͳ�Ʒ���������ƶ�����ԭ���ϲִ������ͷּ�ϵͳ����Ʒ�ִ���ȫ���̵����ܻ��豸��ʵ�ֿ糧����������ľ��洢�����͡�
��һ������“���вִ���������”��ʵ��ԭ���ϡ������㲿������Э������Ʒ�ļ��йܿأ���ͨ����֮��������������ͣ����ִ����ġ����ϳ�������ѹ������װ�䳧�������ӳ�����ѹ������֮���������������ϵͳ��
�����ʵ�ֳ���������֮��������������ͣ�ʵʩ����Ŀ�꣺�������ġ�װ�䳧������ѹ�����ͻ��ӳ������������������⣩�����л��ӳ��������ϳ�������ѹ�����������ϽӲ�����“���ӳ���—�αۺ�Ƭ������”Ϊ�ص�滮Ŀ�꣬ʵ������ֱ���豸���ľ����͡�
�����������˻��ο�ʹ�����������ϵ��Զ���ת�ˡ���ȷ���洢����Ϣ���Գƣ����ϳ����������ʱ�;�ȷ��ʹ���������������ɵؽ��и�����������ٽ����������ĺ������;�ϸ�����ơ�
���ģ�������KIVA��AGV���������������и��죬KIVA��������������ҵ�ڲ�ϵͳ���ɣ�ʵ�ֹ�Ƭ����ϼܹα۰��Ʒ�ϼ����Ӿ�ߵĻ�е���Զ����Ϻ��Զ�ж�ϣ��Լ������ϼ���װ�����߱��Զ��Խӣ�ʵ���˹�Ӧ��ȫ������Ϣ��ͨ�����ӣ������������Ϣä�����������ϻ�ѹ��
���壬����ɢ�ij��������豸��������Ӳ�������ϣ�����������İ��´������Ŀ�ʼ�����桢�����ȸ����ڣ�ϵͳ�������˾��Ĺܿأ�ʵ���Զ����ˡ����͡��ɼ����ϱ��ȹ��ܣ�ʵ�ֲ�Ʒȫ����������Ϣ���ݣ�ʵ������ȫ���̿��ݣ�ȫ��������ҵ��������
������ȷ���豸���ش�������У������豸������Ϣ�������ƣ�����豸���н���״̬����“������”��“������”����MROˮƽ��ͬʱ��ʹ�þ���֤�ij��켼����ȷ��ϵͳ�ȶ���ء�
���ߣ�����֧��“�������������ܿ�ϵͳ”����Ϣ��ϵͳ���ִ�����ϵͳ��������ϵͳ�����ݲɼ�����ϵͳ�ȣ���Խӹ�����ERP-SAP��MES���������ܿ����ģ�ʵ�����ݵĿ��ӻ����ṩ���ܸ�������֧�֣��γɻ��ڹ��������������������ܿ�ϵͳ��
�������ֻ��������ɣ�Ч����������
Ŀǰ������������Ŀ�����ļ��ִ������͡���������Ʒ����һ�������װ�����ֻ������ѽ��ɣ�������������Ѵﵽ����Э��Լ��Ŀ�꣬��������ս�������Ŀ�Ľ��ɽ�Ϊ��ҵ�ķ�չ�������ɹ����ľ���Ч������Ч�棺
1���������豸Э����ҵ���������������Ԫ������⡢�ּ���ˡ����⡢���͵��������̣�ʵ�������������ﵽ�����320����������600��̨���α��ܳ�1400���������οɴ����100����������200����,�����ܳ�520���ף���ֵ����6.5��Ԫ������15��Ԫ,��ҵ����Ԥ����6600����Ԫ������1.5��Ԫ���ҵ�����
2���������������ܻ������ܻ��ܵ��ܼ����洢ʹ��Ԫ�����ⷿ�����������15%���ϡ�
3���Զ�����������Զ�������ʹ�÷ּ�Ч������50%��
4���Զ������������豸ʵ�������ϡ��ֿ���ߵĸ߶�ƥ�䣬����Ч����ԭ���˹�������ÿ��2��������ÿ��10�����ϡ�
5����������ʵ��15�����Զ�����һ�Σ��������Ԫ�������ϵķּ�Ч�ʣ�ͬʱͨ��WMS���ִ�����ϵͳ����MES����������ϵͳ����ERP����ҵ��Դ����ϵͳ�����νӣ�ʵ�����ϵĿ��ݺͶ�����Ϣ��������
6���ײ����������ݴ������ڣ�≤2�룻�ֳ��豸���ƺ�ָ����Ӧʱ�䣺≤2�룻
7��������и����ԵĴ��³ɹ��ǣ���ϵͳ��ͬ�չ�ҵ�����������ڵ���ƽ̨�Խӣ�����ҵ�ڸ������ߴ����DZ����ı�ʶʵ����������ʶ��ϵ�ĶԽӣ���չ��Ӧ����������Ʒ�ݡ����ڸ߶�����װ��Զ��ά�ص�Ӧ�ý��裬ʵ�ֱ�ʶ����ϵͳ�IJ�ҵ����ء�����������߶�װ����ά����������ҵ������ƽ̨���ڿհף�ʵ�ֳ����ǻ�����ϵͳ�豸ȫ�������ڹ�����
8��ϵͳ��Ӧ��ǿ������ҵ�����ȵ�5GͨѶ�����������¼������ϣ������Ϣ��ˮƽ��Ϊ���ֻ������Ľ���춨�˻�ʯ��
�ġ�����������Դ���ƽ��������췢չ
�ð������õ��ۺ������ܿ�ϵͳTRX�ܹ�����ɢ����ҵ�ij��������豸������Ӳ�������ϣ�����������İ��´������Ŀ�ʼ�����桢�����ȸ����ڣ�ϵͳ�����о��Ĺܿأ�ʵ���Զ����ˡ����͡��ɼ����ϱ��ȹ��ܣ���Ϣ�����棬�ӿڲ�ʵʱ�����ٵش���ϵͳ��ӿ����ݣ�ִ�в����Զ��ɼ����˹��ɼ����ϵķ�ʽ��֤���ݵ������ԡ���ʱ�ԣ�����������Ʒ�����Ϣ��ʹ��������ʵʱ��ѭ������������ݰ�ȫ���ܱ��棬�ṩ��ʷ�������ݷ��ٹ��ܣ������˲�Ʒ��������PLM�Ĺ�����
����ͻ�����Ǹð�����������ͨ�š��Ƽ��㡢�����ݵȷ����������Դ�ͼ���������ͨ������ͬ�չ�ҵ�����������ڵ��ʶ����ƽ̨������Ҷ����ڵ�Խӣ�ʵ�ֿ���ҵ��Ϣ���������ݳ����������豸���豸�䡢�豸�빤���䡢������֮���Լ���Ӧ����������ҵ�䡢��ҵ���û������Ϣ��Դ���ƶ���ҵ�����������̣��ƶ���ҵ���ֻ����콨�裬������ҵ��Ϣ����Ӧ��ˮƽ��
���忴������ϵͳ�������졢�����걸����Ϣ���̶ȸߣ�����Ч�ظ����й�����ҵ���ٵIJ�Ʒ�����͡��������ڳ�����Ӫ�ɱ��ߡ�����Ч�ʵ͵�������⣬���ı���ҵ�Ͷ��������������ǰհ�Ժ���ҵ�ƹ��ֵ��
��Դ���������ܴ����ί�����鴦





 �������ܲ�ҵ����� ���ϴ����ˣ���
�������ܲ�ҵ����� ���ϴ����ˣ��� 
